十六年铝合金铸造加工表面处理经验
服务热线:133-0236-6122
十六年铝合金铸造加工表面处理经验
服务热线:133-0236-6122


全国咨询热线
133-0236-6122


万博max官网地址 表明,自打发生精密机械,就拥有相对应的机械件。但做为一门课程,机械件是以精密机械结构学和结构力学提取出来的。伴随着机械工业生产的发展趋势,新...
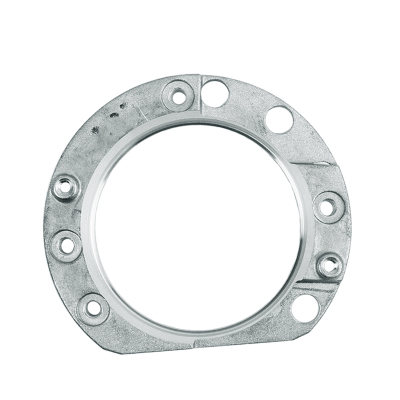
查看详情在金属加工领域,铝合金铸造件凭借其轻质高强、耐腐蚀及良好的导热导电性能,已成为众多精密机械装备中不可或缺的关键组件。在这片竞争激烈的市场中,广东上裕精密机械厂家...
在当今这个追求高效与品质并重的时代,铝合金铸造件作为工业制造中不可或缺的一环,正以其独特的优势在各行各业中扮演着重要角色。特别是在广东这片经济活跃的热土上,铝合...
汽车零部件的质量直接影响着汽车的性能和安全性。而汽车铸造件作为汽车的重要部件之一,其质量更是至关重要。铝合金材质作为一种常用的材料,被广泛应用于汽车零部件的制造...

可为您量身定制产品!

各种产品,任君选购

协助您选购合适的产品!